
Наша команда может быть полезна Вам в решении следующих задач:
- разовые консультации по подготовке к конкурсам,
- экспертиза разработанных (своими силами) документов и заполненных форм заявки,
- доработка документов и форм заявки,
- разработка сметы проекта, финансовой модели, бизнес-плана, технико-экономического обоснования (ТЭО), меморандума, презентации, паспорта проекта, подготовка пакета документации по проекту,
- консультации по финансово-экономическим, налоговым, бухгалтерским, управленческим, маркетинговым вопросам;
- разработка документации бизнес-проекта;
- консультации по налогообложению гранта, бюджетным, казначейским процедурам, методике раздельного учета, отчетности, иным финансово-экономическим, маркетинговым вопросам
- сопровождение проекта заявителя в конкурсах региональных и федеральных органов власти - до получения целевого финансирования, налоговых льгот, грантов и субсидий, иных видов поддержки,
- проведение исследований рынка (маркетинговых), оценка конкурентов, рекомендации по продвижению, развитию,
- многое другое - обращайтесь к нам за услугами и консультациями.
Подробные консультации (платные) по этим вопросам можно получить по электронным каналам связи (Skype, Zoom) или в офисе компании в Казани (по предварительной записи) - оставьте заявку и напишите нам свой вопрос
Вы можете записаться на наш вебинар по интересующим Вас вопросам или приобрести видеозапись ранее проведенного вебинара
Оплатить вебинар или консультацию по вопросу можно здесь
Заказать консультацию или сделать заявку на обучение можно:
- или через форму обратной связи
- или через форму контактов внизу страницы
- или опишите кратко суть Вашего проекта (это уменьшит количество уточняющих вопросов)
Использование «сквозных» технологий для минимизации брака на металлургическом производстве
Шаг к «Индустрии 4.0»
28 июля прошлого года Правительство РФ своим распоряжением № 1632-р утвердило программу «Цифровая экономика Российской Федерации».
Ее основной целью является «создание экосистемы цифровой экономики Российской Федерации, в которой данные в цифровой форме являются ключевым фактором производства во всех сферах социально-экономической деятельности». Для достижения поставленных задач декларируется применение и развитие как базовых направлений, так и наукоемких «сквозных» технологий.
К «сквозным» технологиям, согласно программе, относятся:
- «большие данные»;
- нейротехнологии и искусственный интеллект;
- системы распределенного реестра;
- квантовые технологии;
- новые производственные технологии;
- промышленный Интернет;
- компоненты робототехники и сенсорика;
- технологии беспроводной связи;
- технологии виртуальной и дополненной реальностей.
С принятием данной программы стало понятно, что правительство нацелено привести Россию к четвертой промышленной революции, когда использование на предприятиях «данных в цифровой форме» и «сквозных» технологий позволит им получать «значительные конкурентные преимущества». Но так ли это будет в действительности? На самом ли деле «цифровая трансформация» производства позволит получить реальный эффект, а не только защитит руководителя от риска прослыть ретроградом? Этим вопросом наверняка задаются директора промышленных предприятий.
В статье мы расскажем об эксперименте компании «Техносерв» по оптимизации ключевого производственного процесса, который стал возможным благодаря вере руководителя одного крупного металлургического предприятия в современные технологии, и о полученных результатах.
Краткое описание автоматизированного производства
Завод, о котором пойдет речь, обладает важным активом — современным металлургическим комплексом «Стан-5000» (МКС-5000). Комплекс предназначен для производства высококачественного крупнолистового металлопроката, который используется заводом для изготовления собственной продукции. Кроме того, завод успешно продает и сам металлопрокат для нужд таких отраслей, как судостроение, нефтедобыча, тяжелое машиностроение и др.
МКС-5000 построен на оборудовании известного немецкого производителя SMS-Siemag, который активно использует информационные технологии для автоматизации процесса производства проката (ППП). Именно этот ППП по возможности было необходимо оптимизировать.
Для успешной оптимизации любого процесса требуется сначала понять, как он протекает, а потом уже искать те самые «точки оптимизации», в которых применение любых — в нашем случае «сквозных» — технологий даст наибольший положительный эффект. Ниже приведено упрощенное описание ППП на заводе. Его этапы представлены на рис. 1.
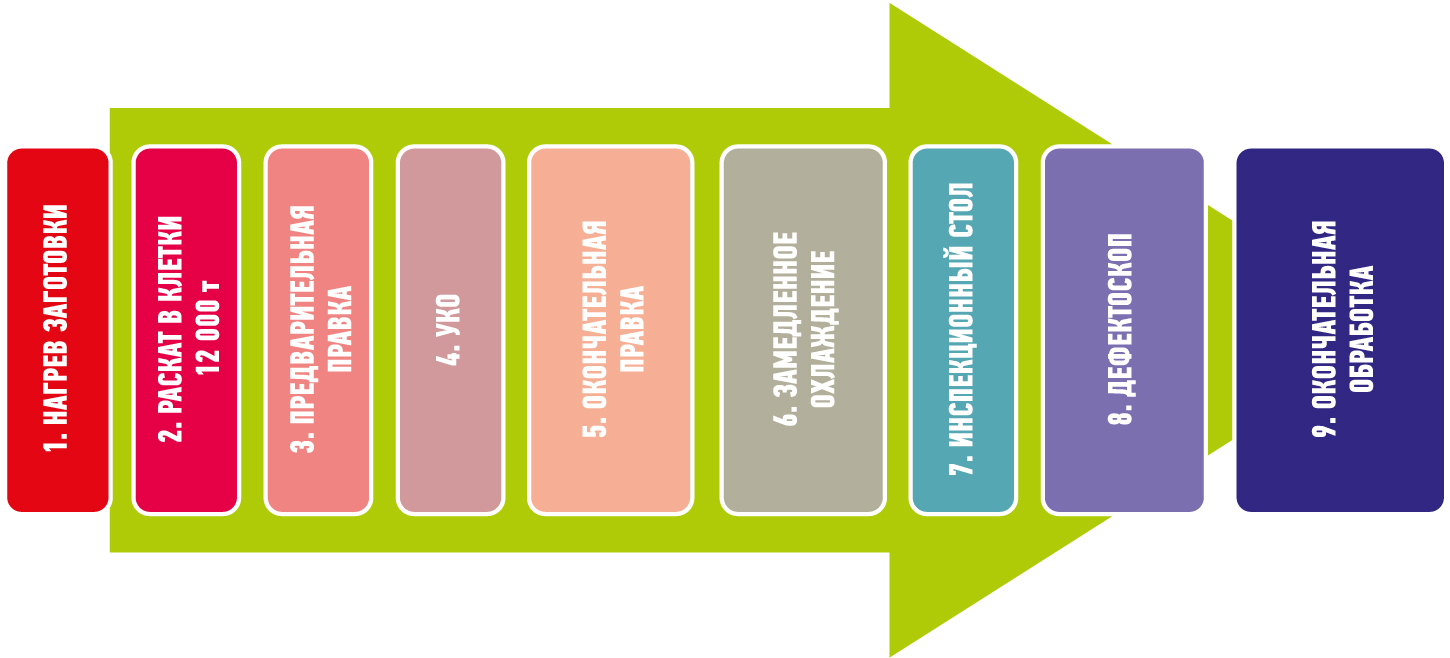
Рис. 1. Схема ППП на МКС-5000. Основные этапы
Мы можем сделать индивидуальный (под ваш бизнес) расчет экономии по налогам и страховым взносам:
1) при переходе с используемых Вами режимов налогообложения ОСН (с НДС), ПСН (патент для ИП), УСН (доходы, доходы-расходы), ЕСХН, на специальные льготные режимы:
- АУСН 8% доходы
- АУСН 20% доходы-расходы
- УСН 6% доходы
- УСН 15% доходы-расходы
2) при использовании налоговых льгот и преференций:
- резидента ТОСЭР на Дальнем Востоке и моногорода, ТОР ДВ, ТОР ЗАТО
- резидента Арктической зоны - АЗ РФ, ТОР “Столица Арктики”,
- резидента специальных административных районов - САР на территориях острова Русский (Приморский край) и острова Октябрьский (Калининградская область)
- резидента особых административных районов - ОАР в Республике Крым и городе Севастополе
- резидента ОЭЗ ППТ, ТВТ, ПТ ,ТРТ,
- участника ИЦ Сколково,
- участника РИП,
- участника СПИК,
- участника СЗПК,
- ИТ-компании, аккредитованной Минцифры РФ (в реестре разработчиков ПО),
- разработчика электроники-компании, аккредитованные Минпромом РФ (в реестре разработчиков электроники АПК/ПАК),
- разработчика аудиовизуальной продукции, анимационной, фильмов
- пользователя иных преференциальных режимов - использующих налоговые льготы.
Заказать индивидуальный расчет экономии
Также мы можем помочь Вам законно снизить налоги.
Путем применения законных налоговых льгот и преференций (по НК РФ и региональным законам - субъектов РФ):
- проверка (подходят ли Ваши компании под какие-либо)
- подготовка компании для применения налоговых льгот
- иногда - реструктуризация компании
- иногда выделение раздельного учета операций внутри компании
Также мы можем помочь Вам получить льготные деньги:
Путем участия в программах и конкурсных отборах (по федеральным и региональным НПА):
- субсидии
- гранты
- целевые бюджетные средства
- льготные займы фондов
- льготные кредиты банков
- земельные участки без торгов
- льготные ставки аренды земли и имущества
Чем еще мы можем быть Вам полезны:
- разовые консультации по подготовке к конкурсам,
- экспертиза разработанных (своими силами) документов и заполненных форм заявки,
- доработка документов и форм заявки,
- разработка сметы проекта, финансовой модели, бизнес-плана, технико-экономического обоснования (ТЭО), меморандума, презентации, паспорта проекта, подготовка пакета документации по проекту,
- консультации по налогообложению гранта, бюджетным, казначейским процедурам, методике раздельного учета, отчетности, иным финансово-экономическим, маркетинговым вопросам
- сопровождение проекта заявителя в конкурсах региональных и федеральных органов власти - до получения целевого финансирования, налоговых льгот, грантов и субсидий, иных видов поддержки,
- проведение исследований рынка (маркетинговых), оценка конкурентов, рекомендации по продвижению, развитию,
- консультации по финансово-экономическим, налоговым, бухгалтерским, управленческим, маркетинговым вопросам;
- получение льготных (низко % и безпроцентных) займов, безвозвратного целевого финансирования, налоговых льгот, грантов и субсидий, иных видов поддержки;
Сначала заготовка (обрезанный, согласно требованиям технического задания, сляб) загружается в нагревательную печь, где разогревается до температуры порядка +1300 °С. Время нагрева сляба составляет около 6 часов (1).
Затем, после гидравлического сбива печной окалины, заготовка проходит через клеть с усилием 12 000 тонн (2) и установку предварительной правки (3), которые формируют первоначальный облик листа.
Далее в установке контролируемого охлаждения (УКО), за счет сверхточных режимов термомеханической обработки, раскат приобретает равномерные свойства и микроструктуру по всей длине и ширине листа (4).
После правки (5) и участка замедленного охлаждения (6) листы поступают на инспекцию геометрии (7) и на устройство ультразвукового контроля внутренних дефектов (8).
И затем признанные качественными листы подвергаются окончательной резке и сортировке (9).
Конечно, благодаря своей инновационной конструкции МКС-5000 обеспечивал достаточно низкий процент брака — не более 5% от изготавливаемой партии листов, но всегда хочется снизить этот процент еще больше.
Постановка задачи
Бракованными признаются листы, которые имеют отклонения от геометрических параметров и/или металлургические дефекты, такие как: плены (расслоение металла), трещины, пузыри (вспучивания на поверхности металла, образованные газами в период его нагретого состояния), раковины (лопнувшие пузыри) и т. п.
Именно минимизация металлургических дефектов была наиболее сложной и интересной задачей для технологов завода. «Ответственной» за них являлась УКО, поскольку основные причины появления подобных дефектов — неравномерное охлаждение листа и нарушение температурного режима. Она и стала «точкой оптимизации».
Завод предложил компании «Техносерв» принять участие в пилотном проекте. Задача звучала следующим образом: на основе анализа исторических данных мониторинга оборудования необходимо разработать аналитическую модель, которая позволит определить и проанализировать физические параметры, наиболее сильно влияющие на появление аномалий (нарушений температурного режима) в процессе прохождения металлического листа через УКО.
Результатами пилотного проекта должны были стать:
- тестовый вариант модели прогноза неполадок в процессе охлаждения металлических листов (прогноз ошибок и вывод предупреждения еще до завершения процесса для оперативной коррекции модели охлаждения; выделение сегментов УКО, наиболее сильно влияющих на появление ошибок);
- модель процесса охлаждения на основе исходных статичных параметров (данных 2-го уровня и данных логов модели SMS-Siemag).
В идеале завод надеялся получить:
- модель прогноза аномалий (брака);
- оценку степени влияния отдельных признаков (параметров) на нарушение температурного режима;
- оценку степени влияния различных комбинаций признаков на нарушение температурного режима;
- абсолютную величину влияния изменений каждого единичного признака на температуру (коэффициенты модели линейной регрессии).
Лучшее решение — машинное обучение
Завод предоставил компании «Техносерв» огромный массив данных:
- полные исторические данные АСУ ТП первого уровня о параметрах и сигналах для 1000 произведенных листов (в т. ч. показания 2000 датчиков SCADA, используемой заводом);
- усредненные и нормализованные данные второго уровня АСУ ТП, сформированные в базу данных Oracle;
- примеры данных термосканера;
- отчеты третьего уровня АСУ ТП.
Было решено использовать доступные нам «сквозные» технологии: собственную облачную вычислительную инфраструктуру, «большие данные», а также нейротехнологии и искусственный интеллект (т. е. методы машинного обучения).
Задачей первого этапа пилотного проекта стало исследование влияния исходных параметров на целевую переменную — температуру конца охлаждения, которая должна поддерживаться на уровне +480 °С. Изученная выборка состояла из данных второго уровня АСУ ТП, данных логов управляющей модели SMS-Siemag и данных третьего уровня (отчетов).
Во время анализа была обнаружена сильная корреляция между большим количеством признаков и были выделены все пары признаков с коэффициентом корреляции более 0,7. Кроме того, мы изучили корреляцию входных параметров с конечной температурой: был выявлен набор признаков, наиболее сильно связанных с конечной температурой. Для всех таких признаков были рассчитаны коэффициенты корреляции и построены графики.
На рис. 2 красными линиями выделены границы допустимых температур. Видно, что для определенных значений некоторых признаков более характерны ошибки температурного режима.

Рис. 2. Графики зависимости температуры от признаков, оказывающих наибольшее влияние
Мы будем рады помочь Вам в решении Ваших задач. По любым возникающим вопросам, пожалуйста, обращайтесь.
Подробные консультации (платные) по этим вопросам можно получить по электронным каналам связи (Skype, Zoom, телефон и т.п.) или в офисе компании в Казани (по предварительной записи) - оставьте заявку и напишите нам свой вопрос
При необходимости - обращайтесь к нам!
Оплатить консультацию по вопросу можно здесь
Заказать консультацию или сделать заявку на обучение можно:
- через форму обратной связи
- через форму контактов внизу страницы
- или или опишите кратко суть Вашего проекта (это уменьшит количество уточняющих вопросов)
По теме поддержки бизнеса в условиях внешнего санкционного давления:
- Грант АНО ЦПИИ до 250 млн. руб. «Взлёт – от стартапа до IPO»
- Грант ЦПИИ до 250 млн. руб. ППРФ 392
- Результаты гранта ЦПИИ до 250 млн. руб. ППРФ 392
- Статьи расходов из гранта ЦПИИ до 250 млн. руб. ППРФ 392
- Требования к проекту на грант ЦПИИ до 250 млн. руб. ППРФ 392
- до 14 июня 2022 прием заявок Грант ЦПИИ до 250 млн. руб.
- Грант ФСИ до 25 млн. руб. «Взлёт – от стартапа до IPO»
- ФСИ грант на доработку ИТ-решения и выход на IPO
- ФСИ грант на размещение акций (IPO) на бирже (листинг)
- 2022 Импортозамещение в ИТ-отрасли 2.0
- 2022 Ситуация в ИТ-отрасли в условиях санкций
- 2022 новый грант РФРИТ: 20 - 6 000 млн руб 80% сметы
- 2022 приоритеты грантов РФРИТ, ФСИ, Сколково
- IT-компании мораторий 2022-2024 на плановые проверки
- IT-компаниям намерены предоставлять льготные кредиты
- IT-специалисты получат отсрочку от армии
- Бюджет на создание репозитория Open Source (аналог GitHub)
- Вопросы и ответы по мерам поддержки ИТ-отрасли март 2022
- Меры поддержки ИТ-сферы март 2022
- 2022 компенсация 50% стоимости покупаемых лицензий ПО
- 2022 Меры поддержки ФП «Искусственный интеллект»
- 2022 Импортозамещение в ИТ-отрасли 2.0 таблицей
- 2022 Каталог совместимости российского ПО
- 2022 Меры поддержки отечественной электроники
- 2022 Приоритеты разработки и внедрения отечественного ПО
- 2022 Ситуация в ИТ-отрасли в условиях санкций
- 2022 Что изменится в налогах ИТ-компаний в 2022 году?
- 2022 год ИТ-компании получили новые налоговые льготы
- 2022 предустановка и защита российского ПО
- 2022 приоритеты грантов РФРИТ, ФСИ, Сколково
- Перечень мер поддержки бизнеса в условиях внешнего санкционного давления
- Антикризисная поддержка субъектов МСП
- Меры поддержки ИТ-сферы март 2022
- Антикризисный план действий - отправьте нам заявку - поможем вам его разработать "онлайн" в режиме мозгового штурма и осуществить
- Перечень мер поддержки МСП в период пандемии
- 2021 компенсация 50% стоимости покупаемых лицензий ПО
- 2021 регуляторные песочницы для ИТ
- 2021-2022 Меры поддержки ФП «Искусственный интеллект»
- 2022 Грант на покупку и внедрение отечественных решений: "железа" и "софта"
- 2022 Импортозамещение в ИТ-отрасли 2.0 таблицей
Для выполнения задачи первого этапа были опробованы различные методы машинного обучения для проведения анализа важности признаков. В результате была выбрана модель линейной регрессии, показавшая наилучший предсказательный эффект:
- достоверность классификации (Precision) — 90%;
- точность попаданий (Recall) — 60%.
Задача второго этапа пилотного проекта заключалась в исследовании влияния исходных параметров на сам факт попадания листа в целевой диапазон температур. Изученная выборка состояла из данных первого уровня IBA, данных второго уровня АСУ ТП, данных логов управляющей модели SMS-Siemag и данных третьего уровня. На этом этапе были рассмотрены различные величины отклонений от целевой температуры (+480 °С): ±25 °С и ±40 °С. Значения этих отклонений определили эксперты завода, когда формировали гипотезу о причинах брака. Положительные и отрицательные отклонения каждого типа рассматривались отдельно.
В итоговой обучающей выборке, после удаления малозначимых (отсеянных на первом этапе) и редких характеристик, осталось 197 различных параметров.
На предыдущем этапе анализа данных большее внимание было уделено моделированию процесса охлаждения и построению регрессионных моделей. Теперь же задача решалась посредством классификации (прогноза возникновения брака) по различным сценариям:
- классы +25 °С, –25 °С, +40 °С, –40 °С без объединения и удачные охлаждения;
- классы +25 °С, –25 °С и удачные охлаждения;
- классы +40 °С, –40 °С и удачные охлаждения.
Лучшим из опробованных методов оказался метод XGBoost:
- достоверность классификации (Precision) — 98,8%;
- точность попаданий (Recall) — 42,1%.
Эти параметры в дальнейшем можно улучшить благодаря обучению модели на новых данных в процессе использования.
Результат, оправдавший ожидания
В итоге компания «Техносерв» смогла предложить заводу продукт, реализующий следующие функции:
- обработка данных по параметрам металлических слябов в процессе раскатки;
- анализ задания на охлаждение листа, выставляемого в УКО;
- определение брака по итогам охлаждения благодаря оценке вышеперечисленных ключевых параметров.
Аналитическая модель способна практически со 100%-ной вероятностью определять 42% брака (из тех 5%, о которых шла речь в начале статьи), что в перспективе может привести к экономии более 10 млн руб. с каждой партии металлических листов.
Эффективность и целесообразность применения
Пилотный проект на данный момент завершен. Благодаря ему был разработан новый программный продукт, по сути — готовое ядро промышленной системы, способной в случае высокой вероятности брака самостоятельно выставлять нужные параметры охлаждения. Теперь на очереди стоит создание полноценной системы, т. е. законченного комплексного решения, которое можно будет тиражировать на предприятия данного типа.
На самом деле, производственная информационная система будет иметь ценность только в том случае, если обеспечит автоматизацию всех этапов решения задачи:
- сбор данных с оборудования в реальном времени;
- предварительная подготовка и очистка собранных данных;
- выполнение аналитики с использованием разработанной модели;
- дообучение модели;
- интерфейс (управляющее воздействие и обратная связь с промышленным оборудованием, интерактивное взаимодействие с оператором и т. п.).
Компания «Техносерв» спроектировала подобную систему, и в следующем разделе приведено краткое описание ее структуры и назначения отдельных подсистем.
Комплексная система на базе разработанных методов
Логическая схема системы представлена на рис. 3.

Рис. 3. Логическая схема целевой комплексной системы предиктивного анализа
Методические рекомендации для заявок на включение российского ПО в Единый реестр
- Актуализация информации на официальном сайте ПО
- Информация о процессах разработки и поддержки ПО
- Наличие необходимых лицензий на ПО
- Определение класса по единому классификатору ПО
- Подготовка проверочного экземпляра ПО
- Проверка «юридической чистоты» Минкомсвязи
- Проверка технологического стека ПО Минкомсвязи
На сайте Ассоциации разработчиков программного обеспечения «Отечественный софт» появились разделы «Российское ПО для импортозамещения»:
- Импортозамещение: Список иностранный продукт - отечественный продукт
- Импортозамещение: Таблица иностранный продукт - отечественный продукт
- Каталог совместимости российского программного обеспечения
Обращайтесь к нам! (форма внизу страницы)
Система объединяет три уровня: предприятия, передачи данных и процессинга.
На уровне предприятия расположены производственные мощности, т. е. сам объект управления (в нашем случае МКС-5000) и оператор, работающий с системой. Данные с объекта управления собираются по каналам АСУ ТП, а также с использованием технологий промышленного «Интернета вещей» (Industrial Internet of Things, IIoT).
Сбор данных производится в реальном времени, затем они агрегируются специальным шлюзом и передаются посредством защищенного сетевого соединения через уровень передачи данных на уровень обработки (процессинга).
Хочется отметить, что решение сознательно было спроектировано таким образом, чтобы сделать его максимально гибким и независимым от информационной инфраструктуры предприятия. Для этого сетевой уровень может быть представлен любой глобальной сетью внешнего оператора связи, а уровень процессинга — облачным сервисом. Хотя весь комплекс можно реализовать на самом предприятии.
На уровне процессинга, в безопасном и отказоустойчивом облаке, размещается кластер «озера данных» (Data Lake), куда стекаются все собранные с объекта управления данные. Отличие такого подхода к хранению данных от традиционного в том, что он позволяет более эластично и быстро проводить манипуляции по очистке данных и динамическому изменению модели данных, что в рамках огромного потока разнородной информации является несомненным преимуществом.
С «озером данных» взаимодействует описанный выше программный продукт — для построения прогнозов и самостоятельного дообучения модели (обучение без учителя). Результат прогноза затем используется в подсистеме мониторинга и управления для взаимодействия с объектом управления и оператором: корректировки работы оборудования, отображения различного рода оповещений и другими функциями системы мониторинга.
На схеме (рис. 3) подчеркнута роль подсистемы информационной безопасности. Важно обеспечить безопасность на всех уровнях, поскольку любая дискредитация данных повлечет за собой ошибки в работе системы, цена которых высока и может измеряться десятками миллионов рублей.
Проектирование представленного на схеме комплекса полностью завершено, и мы надеемся, что скоро сможем реализовать все изложенные в данной статье идеи на практике. Это позволит еще раз испытать на прочность «сквозные» технологии.
Опыт наших сотрудников в проектах развития территории и в получении государственной поддержки:
- 11 индустриальных, агро-, пром.парков, технопарков и 2 ТОСЭР ДВ получили целевые бюджетные средства на инфраструктуру,
- 15 проектов получили статус резидентов ТОСЭР и ОЭЗ,
- аккредитовано 15 промышленных площадок и парков при РОИВ - несколько муниципальных земельных участков переданы инвесторам в аренду - без проведения торгов
- 2 кластера - получили средства порядка 25 миллионов рублей на орг.деятельность и более 1,5 млрд на совместные проекты по МПиТ РФ
- более 400 проектов получили различные субсидии, льготы на сумму более 5 миллиардов рублей (не считая полученные земельные участки, одобрение властей, преференции, заемные средства льготные (под низкую ставку) или по среднерыночным ставкам
Еще информация об опыте компании Верное решение
 Вконтакте
Вконтакте  Телеграм
Телеграм  YouTube
YouTube